











Мне часто задают вопросы: "А почему так долго?", "А почему так дорого".
Попробую объяснить почему, на примере всего одной детали.
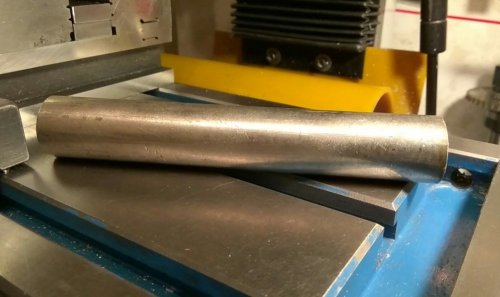
Трубка ПУ - кажется что там такого сложного?
Поехали ))
Беру трубку 25х2мм, нержавейку 12Х18Н10Т(ну типа так было написано), длиной 140 - 150мм.
Это с запасом для крепления трубки в станке, окончательная длина детали будет 100мм.
Кому-то такая поверхность и геометрия и так сойдёт, но только не для меня

Ценный совет - соблюдайте правила ТБ, очки при работе на станках обязательны !!!

Сначала предварительное торцевание с обоих сторон на фрезерном станке.


Зажимаю в токарном, подпираю ЗБ с вращающимся центром.
Протачиваю снаружи 30-40мм под кулачки патрона, чтобы выровнять соосность.
Переворачиваю и протачиваю поверхность под кулачки люнета, поверхность должна быть качественной и ровной.

Немного наждачки не повредит, а наоборот, кулачки люнета меньше будут снашиваться.

Ставлю люнет, подгоняю кулачки под трубку.
Окончательно торцую и протачиваю внутреннюю поверхность под втулку.

Снимаю люнет, снова подпираю центром.
И протачиваю вчерновую резцом с пластиной VP15TF.

Меняю резец, ставлю с пластиной H01, для чистовой обработки.
H01 вапщет по цветмету, но и по нерже отлично работает, если не насиловать.

Ну и конечно наждачка, побольше, нескольких видов )
Часто приходится давать остывать, греется быстро, пальчикам горячо )))

Пока на сегодня всё, продолжу завтра, доделать не успел (
Попробую объяснить почему, на примере всего одной детали.
Трубка ПУ - кажется что там такого сложного?
Поехали ))
Беру трубку 25х2мм, нержавейку 12Х18Н10Т(ну типа так было написано), длиной 140 - 150мм.
Это с запасом для крепления трубки в станке, окончательная длина детали будет 100мм.
Кому-то такая поверхность и геометрия и так сойдёт, но только не для меня

Ценный совет - соблюдайте правила ТБ, очки при работе на станках обязательны !!!

Сначала предварительное торцевание с обоих сторон на фрезерном станке.


Зажимаю в токарном, подпираю ЗБ с вращающимся центром.
Протачиваю снаружи 30-40мм под кулачки патрона, чтобы выровнять соосность.
Переворачиваю и протачиваю поверхность под кулачки люнета, поверхность должна быть качественной и ровной.

Немного наждачки не повредит, а наоборот, кулачки люнета меньше будут снашиваться.

Ставлю люнет, подгоняю кулачки под трубку.
Окончательно торцую и протачиваю внутреннюю поверхность под втулку.

Снимаю люнет, снова подпираю центром.
И протачиваю вчерновую резцом с пластиной VP15TF.

Меняю резец, ставлю с пластиной H01, для чистовой обработки.
H01 вапщет по цветмету, но и по нерже отлично работает, если не насиловать.

Ну и конечно наждачка, побольше, нескольких видов )
Часто приходится давать остывать, греется быстро, пальчикам горячо )))

Пока на сегодня всё, продолжу завтра, доделать не успел (
Последнее редактирование:













